简体中文
简体中文
NOTIZIA
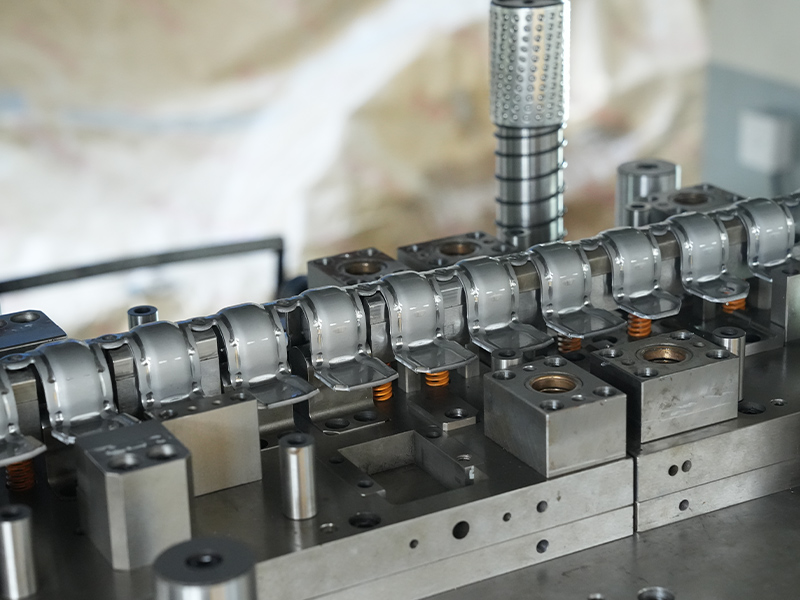
Casa / Notizia / Notizie del settore / Processi di produzione di alloggiamenti per elettrovalvole in ferro stampato ad alta precisione

Le nostre schegge in metallo in acciaio inossidabile sono una componente ad alte prestazioni progettata per soddisfare i requisiti impegnativi delle industrie che richiedono precisione, durata e re...
Vedi i dettagli
La nostra guarnizione di tenuta turbo in acciaio inossidabile è progettata per applicazioni ad alte prestazioni nei motori turbocompressi, fornendo una tenuta robusta e affidabile per prevenire la ...
Vedi i dettagli
Le nostre boccole in ferro malleabile nero sono resistenti e componenti di alta qualità progettati per varie applicazioni industriali, offrendo una resistenza eccezionale, resistenza all'usura...
Vedi i dettagli
Il deflettore di olio di ferro stampato è un componente critico nei sistemi di motore e di trasmissione, progettato per gestire e controllare il flusso di olio all'interno dei gruppi meccanici...
Vedi i dettagli
L'alloggiamento della valvola a solenoide in ferro stampato è un componente ingegnerizzato di precisione progettato per racchiudere e proteggere i sistemi di valvola del solenoide. Prodotto ut...
Vedi i dettagli
La nostra guarnizione di ferro è una soluzione di tenuta ad alte prestazioni progettata per fornire prestazioni durature e affidabili in una vasta gamma di applicazioni industriali. Prodotta con ma...
Vedi i dettagli
I componenti del convertitore di coppia del motore di ferro sono componenti ingegnerizzati di precisione appositamente progettati per i convertitori di coppia nei sistemi di propulsione automobilis...
Vedi i dettagli
La nostra staffa di montaggio in ferro è una soluzione di supporto robusta, versatile e altamente duratura progettata per una vasta gamma di applicazioni industriali e commerciali. Costruito in fer...
Vedi i dettagli
La nostra staffa in acciaio automobilistico resistente alla corrosione è progettata per la durata e le prestazioni in applicazioni automobilistiche esigenti. Realizzata in acciaio di alta qualità e...
Vedi i dettagli
La nostra copertura di silenzio in alluminio di ferro è una soluzione durevole ad alte prestazioni progettata per ridurre efficacemente il rumore e le vibrazioni in una vasta gamma di applicazioni ...
Vedi i dettagli
I tappi della polvere di cuscinetti in ottone sono componenti essenziali progettati per proteggere cuscinetti e altre parti meccaniche da sporco, polvere, umidità e contaminanti che possono causare...
Vedi i dettagli
L'ammortizzatore a piastra di zinco puro è una soluzione durevole ad alte prestazioni progettata per migliorare la funzionalità e la longevità di vari macchinari e attrezzature. Costruito con ...
Vedi i dettagliDettagli di contatto
Address: No.6 Qiasheng North Road, Caoqiao Industrial Park, Città di Xueyan, distretto di Wujin, Città di Changzhou, provincia di Jiangsu
TEL: 86-15050692548
Se sei interessato ai nostri prodotti, consultaci